Belt Conveyor Systems for Material Handling | Chain We Machinery
Premium belt conveyor systems for automotive, pharmaceutical, food & beverage industries. 30+ years expertise in customized material handling solutions.

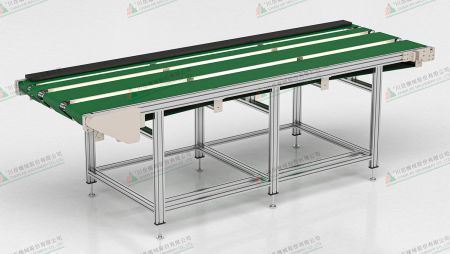
Belt conveyor system
Belt conveyor system is the Ultimate Solution for Material Handling.
Belt conveyors are versatile and efficient systems that can handle various types of materials in different industries. It is widely used in various industries, such as automotive, pharmaceuticals, food and beverage, bottling, manufacturing, warehouse and logistics, and packaging. They are designed to transport, distribute, and accumulate products with ease and speed. Whether you need to move light or heavy loads, conveyor belts can meet your needs and improve your productivity.
If you are looking for a conveyor belt supplier that can provide you with premium quality products and services, look no further than Chain We Machinery. We have over 30 years of experience in manufacturing conveyor belts and other related equipment. Contact us today to get a quote or learn more about our products.
Applications
Some of the applications of using a belt conveyor system are:
- In the automotive industry, belt conveyors can transport parts such as engines, car frames, and tires, from the assembly line to the storage or shipping area.
- In the pharmaceutical industry, belt conveyors can transport pills, capsules, bottles, and other medical products, from the production line to the packaging or distribution area.
- In the food and beverage industry, belt conveyors can transport food items such as beans, nuts, canned foods, and vegetables, and beverage items such as bottles and cans, from the processing line to the sorting or storage area.
Benefits
- Manufacturing: Conveyor belts can automate the production process and improve the efficiency and quality of products. They can also reduce the labor cost and risk of human error.
- Warehousing: Conveyor belts can optimize the storage space and inventory management. They can also facilitate the loading and unloading of goods, as well as the picking and packing of orders.
- Transportation: Conveyor belts can move products in a straight line or through changes in direction.
Features
- Durability and reliability: Conveyor belts are made of high-quality materials. They are also easy to maintain and repair, ensuring a long service life.
- Strength and flexibility: Conveyor belts can carry loads of different shapes, sizes, and weights. They can also adapt to various curves, inclines, and declines, allowing for smooth and continuous movement of products.
- Customizability and scalability: Conveyor belts can be customized according to your specific requirements, such as length, width, belt type, color, etc. They can also be integrated with other systems and equipment, such as sensors, controllers, sorters, etc., to create a complete material handling solution.
- Related Products

Timing belt conveyor
Timing Belt Conveyor is a type of conveyor system that uses a toothed belt and toothed pulleys...
Details
Incline Belt Conveyor
Incline Belt Conveyor is a flexible and efficient system for Wet and Moist Products. Incline...
Details
Popular Products


{kind=link}
How Can Belt Conveyors Reduce Assembly Line Downtime in Automotive Production?
Our belt conveyor systems with anti-snake design prevent material bending and misalignment, ensuring continuous transport of engines, car frames, and tires from assembly to storage. With 30+ years of automotive industry experience, we engineer durable, reliable solutions that minimize maintenance requirements and eliminate costly production interruptions. Contact us to discover how our customized belt conveyors can optimize your automotive assembly operations.
Our belt conveyor systems feature superior durability and reliability, constructed from high-quality materials that ensure long service life with easy maintenance. Each system offers exceptional strength and flexibility to carry loads of different shapes, sizes, and weights while adapting to various curves, inclines, and declines for smooth, continuous product movement. We provide fully customizable solutions tailored to your specific requirements including length, width, belt type, and color specifications. Our conveyor belts seamlessly integrate with sensors, controllers, sorters, and other automation equipment to create comprehensive material handling solutions. Operating from our state-of-the-art 14,500 square meter facility equipped with Industry 4.0 technology, we deliver end-to-end service from initial planning and design through manufacturing, installation, and ongoing maintenance support.

One-stop automation service
Comprehensive automation service from planning, design, manufacturing, installation, and ongoing maintenance and support.

Customized Solutions
Expert in automatic conveying systems for various industries. 30+ years of experience in Taiwan and worldwide.

Various conveyors
Various and customized conveying systems for your needs and serve a wide range of industries.